Im Wesentlichen verbessern automatische Honigverarbeitungsmaschinen die Effizienz, indem sie den gesamten Weg vom Rohhonig bis zum marktreifen Produkt automatisieren. Sie integrieren Aufgaben wie Extraktion, Filtration, Erwärmung und Abfüllung in einen einzigen, kontinuierlichen Arbeitsablauf, was die Produktionsgeschwindigkeit dramatisch erhöht, den Bedarf an manueller Arbeit reduziert und ein gleichbleibend hochwertiges Endprodukt gewährleistet.
Während der unmittelbare Vorteil die Geschwindigkeit ist, liegt der wahre Wert der automatisierten Honigverarbeitung darin, konsistente Qualität im großen Maßstab zu erzielen. Sie wandelt die Honigproduktion von einem manuellen Handwerk in einen zuverlässigen, standardisierten und profitableren Herstellungsprozess um.

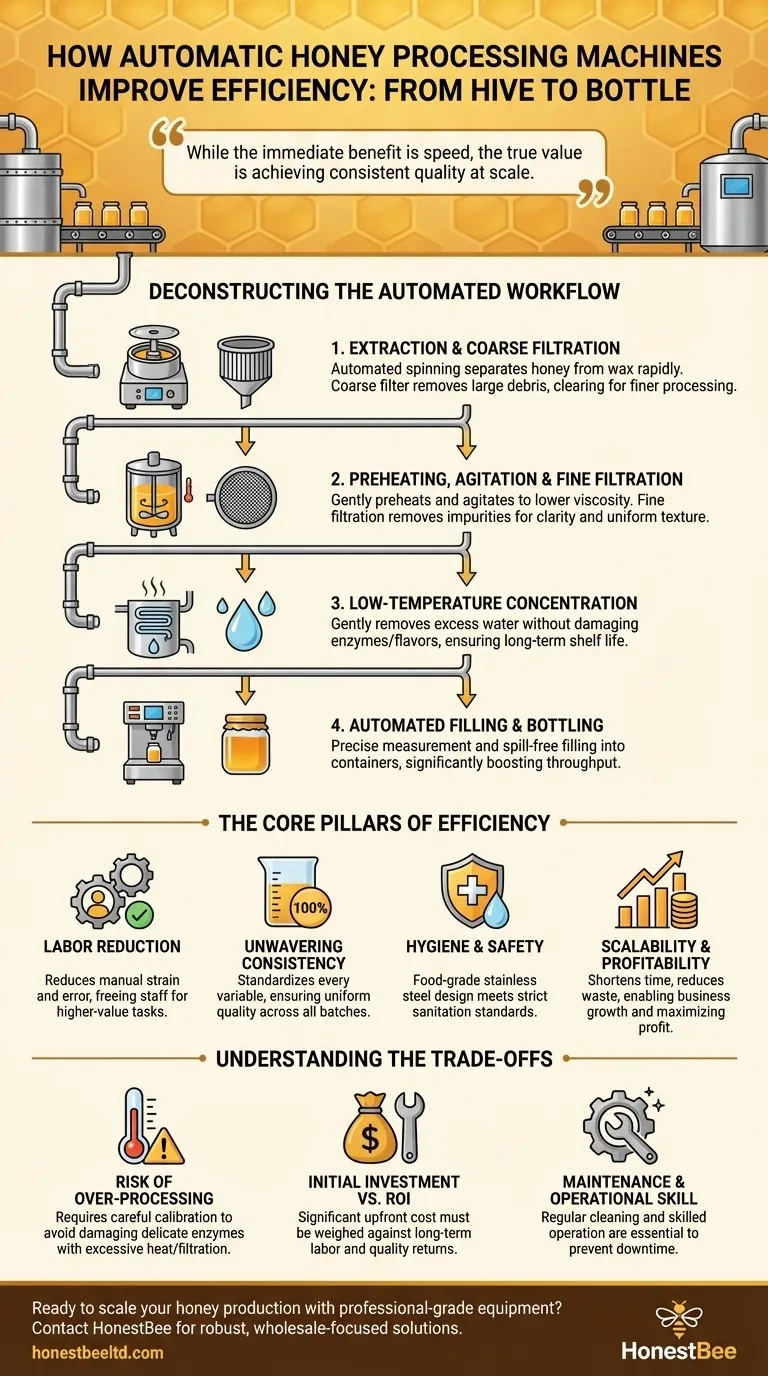
Den automatisierten Arbeitsablauf aufschlüsseln
Um die Effizienzsteigerungen zu verstehen, ist es am besten, den Prozess Schritt für Schritt zu betrachten. Eine typische automatische Anlage führt den Honig durch mehrere kritische Phasen, die jeweils auf Geschwindigkeit und Qualitätskontrolle optimiert sind.
Schritt 1: Extraktion und Grobfiltration
Der Prozess beginnt mit der Entnahme des Honigs aus der Wabe. Automatische Extraktoren und Zentrifugen nutzen die Zentrifugalkraft, um den Honig viel schneller vom Wachs zu trennen als manuelles Pressen oder Quetschen.
Unmittelbar nach der Extraktion durchläuft der Honig einen Grobfilter. Dieser automatisierte Schritt entfernt grobe Verunreinigungen wie Wachspartikel, Bienenteile und Holzsplitter und ebnet den Weg für eine feinere Verarbeitung.
Schritt 2: Vorwärmen, Rühren und Feinfiltration
Rohhonig ist oft zu dickflüssig, um effektiv filtriert zu werden. Das System erwärmt und rührt den Honig sanft in Lagertanks vor, um seine Viskosität zu senken, was das Pumpen und Verarbeiten erleichtert.
Anschließend wird der Honig durch ein Feinfiltersystem gepresst. Dies entfernt kleinere Verunreinigungen wie Pollen, Luftblasen und feine Wachspartikel, was zu dem klaren, reinen Honig führt, den die Verbraucher erwarten. Diese automatisierte Stufe gewährleistet eine einheitliche Textur und ein einheitliches Aussehen über alle Chargen hinweg.
Schritt 3: Niedertemperaturkonzentration
Einige automatische Systeme beinhalten eine Stufe zur Niedertemperaturkonzentration (oder Entfeuchtung). Diese entfernt überschüssigen Wassergehalt sanft aus dem Honig, ohne seine natürlichen Enzyme und Aromen durch Überhitzung zu schädigen.
Der richtige Feuchtigkeitsgehalt ist entscheidend, um eine Gärung zu verhindern und die langfristige Haltbarkeit zu gewährleisten – eine Qualitätskontrollmaßnahme, die manuell schwer zu standardisieren ist.
Schritt 4: Automatisiertes Abfüllen und Verpacken
Die letzte Stufe ist das Abfüllen. Eine automatische Füllmaschine dosiert die exakte Menge Honig für jeden Behälter und füllt ihn ohne Verschütten oder Inkonsistenzen ab. Allein dieser Schritt sorgt im Vergleich zum manuellen Abfüllen für einen massiven Durchsatzschub.
Die Grundpfeiler der Effizienz
Die Verbesserungen des Arbeitsablaufs führen zu vier grundlegenden Geschäftsvorteilen: Konsistenz, Sicherheit, Skalierbarkeit und Arbeitsreduzierung.
Reduzierung manueller Arbeit und menschlicher Fehler
Jeder Schritt – vom Anheben schwerer Honigzargen bis zum sorgfältigen Befüllen von Gläsern – ist eine Quelle körperlicher Belastung und potenzieller Fehler. Die Automatisierung übernimmt diese sich wiederholenden, anspruchsvollen Aufgaben und entlastet das Personal, damit es sich auf die Qualitätsüberwachung und andere höherwertige Tätigkeiten konzentrieren kann.
Gewährleistung einer unerschütterlichen Produktkonsistenz
Die manuelle Verarbeitung kann zu Schwankungen in Farbe, Textur und Reinheit zwischen den Chargen führen. Die Automatisierung standardisiert jede Variable, von der Heiztemperatur bis zum Filtrationsgrad, und stellt sicher, dass die erste Flasche genauso aussieht und schmeckt wie die letzte. Diese Konsistenz ist entscheidend für den Aufbau des Markenrufs und des Kundenvertrauens.
Einhaltung von Hygiene- und Sicherheitsstandards
Automatisierte Systeme bestehen typischerweise aus lebensmittelechtem, korrosionsfreiem Edelstahl und sind auf einfache Reinigung und Desinfektion ausgelegt. Dies hilft den Herstellern, strenge Lebensmittelsicherheitsvorschriften einzuhalten, die Verbrauchergesundheit zu schützen und das Unternehmen vor Haftungsrisiken zu bewahren.
Ermöglichung von Skalierbarkeit und Rentabilität
Durch die Verkürzung der Verarbeitungszeit und die Reduzierung von Abfall ermöglicht die Automatisierung einem Unternehmen, deutlich mehr Honig zu produzieren, ohne dass die Kosten proportional steigen. Diese Effizienz ermöglicht direktes Unternehmenswachstum und maximiert den potenziellen Gewinn aus jeder Ernte.
Die Abwägungen verstehen
Obwohl die Automatisierung leistungsstark ist, ist sie keine universelle Lösung. Es ist wichtig, die damit verbundenen Überlegungen zu verstehen, um eine fundierte Entscheidung treffen zu können.
Das Risiko der Überverarbeitung
Es ist möglich, Honig durch Automatisierung zu beschädigen. Aggressive Filterung kann nützliche Pollen entfernen, und übermäßige Hitze kann empfindliche Enzyme und Aromen zerstören. Hochwertige Geräte sind so konzipiert, dass dies vermieden wird, aber sie erfordern eine sorgfältige Kalibrierung, um Reinheit mit dem Erhalt des natürlichen Charakters des Honigs in Einklang zu bringen.
Anfangsinvestition vs. langfristiger ROI
Eine vollautomatische Verarbeitungslinie stellt eine erhebliche Kapitalinvestition dar. Die Anfangskosten müssen gegen den langfristigen Nutzen durch reduzierte Arbeitskosten, gesteigerte Leistung und höhere Produktqualität abgewogen werden. Dies ist eine Geschäftsentscheidung, nicht nur eine technische.
Wartung und Fachwissen im Betrieb
Automatische Systeme sind nicht „einstellen und vergessen“. Sie erfordern regelmäßige Reinigung und Wartung, um Ausfallzeiten zu verhindern und die Hygiene zu gewährleisten. Der Betrieb der Geräte erfordert ebenfalls ein gewisses technisches Geschick, um Einstellungen zu verwalten und Probleme zu beheben.
Die richtige Wahl für Ihren Betrieb treffen
Die Entscheidung zur Automatisierung hängt vollständig von Ihren Produktionszielen und Ihrem Umfang ab.
- Wenn Ihr Hauptaugenmerk auf handwerklicher Kleinserienproduktion liegt: Ein teilautomatischer Extraktor und eine einfache Filtrationseinrichtung sind möglicherweise alles, was Sie benötigen, um die Arbeit zu reduzieren und gleichzeitig einen praxisnahen Ansatz beizubehalten.
- Wenn Ihr Hauptaugenmerk auf der Skalierung eines wachsenden Unternehmens liegt: Ein integriertes System, das Extraktion, Filtration und Abfüllung automatisiert, ist der logische nächste Schritt, um Konsistenz zu erreichen und die steigende Nachfrage zu befriedigen.
- Wenn Ihr Hauptaugenmerk auf der großvolumigen kommerziellen Distribution liegt: Die fortschrittlichsten Systeme, einschließlich Funktionen wie Niedertemperaturkonzentration und präzise Qualitätskontrolle, sind unerlässlich, um den Ausstoß zu maximieren und strenge Marktstandards zu erfüllen.
Letztendlich ermöglicht Ihnen die Übernahme des richtigen Automatisierungsgrades, ein besseres, konsistenteres Produkt mit weitaus größerer Effizienz herzustellen.
Zusammenfassungstabelle:
| Effizienzvorteil | Wesentliche Auswirkung |
|---|---|
| Geschwindigkeit & Durchsatz | Der kontinuierliche Arbeitsablauf erhöht das Produktionsvolumen dramatisch. |
| Arbeitsreduzierung | Automatisiert sich wiederholende Aufgaben und entlastet das Personal für höherwertige Arbeiten. |
| Produktkonsistenz | Gewährleistet einheitliche Qualität, Farbe und Textur über alle Chargen hinweg. |
| Hygiene & Sicherheit | Design aus lebensmittelechtem Edelstahl erfüllt strenge Hygienestandards. |
| Skalierbarkeit | Ermöglicht Unternehmenswachstum durch Maximierung von Ausstoß und Rentabilität. |
Bereit, Ihre Honigproduktion mit professioneller Ausrüstung zu skalieren?
Bei HONESTBEE sind wir darauf spezialisiert, gewerbliche Imkereien und Vertreiber von Imkereibedarf mit robusten, auf den Großhandel ausgerichteten Honigverarbeitungslösungen zu versorgen. Unsere automatisierten Systeme sind darauf ausgelegt, Ihnen zu helfen, einen höheren Durchsatz, unerschütterliche Qualität und größere Rentabilität zu erzielen.
Kontaktieren Sie noch heute unsere Experten, um die richtige Automatisierungseinrichtung für Ihren Betrieb zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Vollautomatische Honigabfüll- und Verpackungsmaschine für Verarbeitungslinie
- Automatische Einzeldosis-Snap & Squeeze-Honigbeutel-Verpackungsmaschine
- Automatische Honigabfüll- und Filtriermaschine für die Imkerei Flaschenabfüllung
- Halbautomatische kleine Honigflaschenabfüllmaschine Honigabfüller
- Manuelle Honigabfüllmaschine Abfüllmaschine für Honig
Andere fragen auch
- Wie tragen automatische Honigabfüll- und Verpackungsmaschinen zum Marktwert von Honigprodukten bei? Maximieren Sie Ihren ROI
- Wie wirken sich automatisierte Honigabfüll- und Verpackungsmaschinen auf die Rentabilität aus? Steigern Sie Ihre Margen mit HONESTBEE-Technologie
- Welche Rolle spielen automatische Honigabfüllmaschinen bei der Verpackung von schwarzem Honig? Sichern Sie sich jetzt den globalen Markteintritt
- Was ist eine vollautomatische Honigabfüllanlage? Optimieren Sie Ihre Produktion mit hochpräziser Automatisierung
- Wie mindern industrietaugliche, automatisierte Honigabfüll- und Verpackungsmaschinen das Risiko einer physischen Kontamination?



















