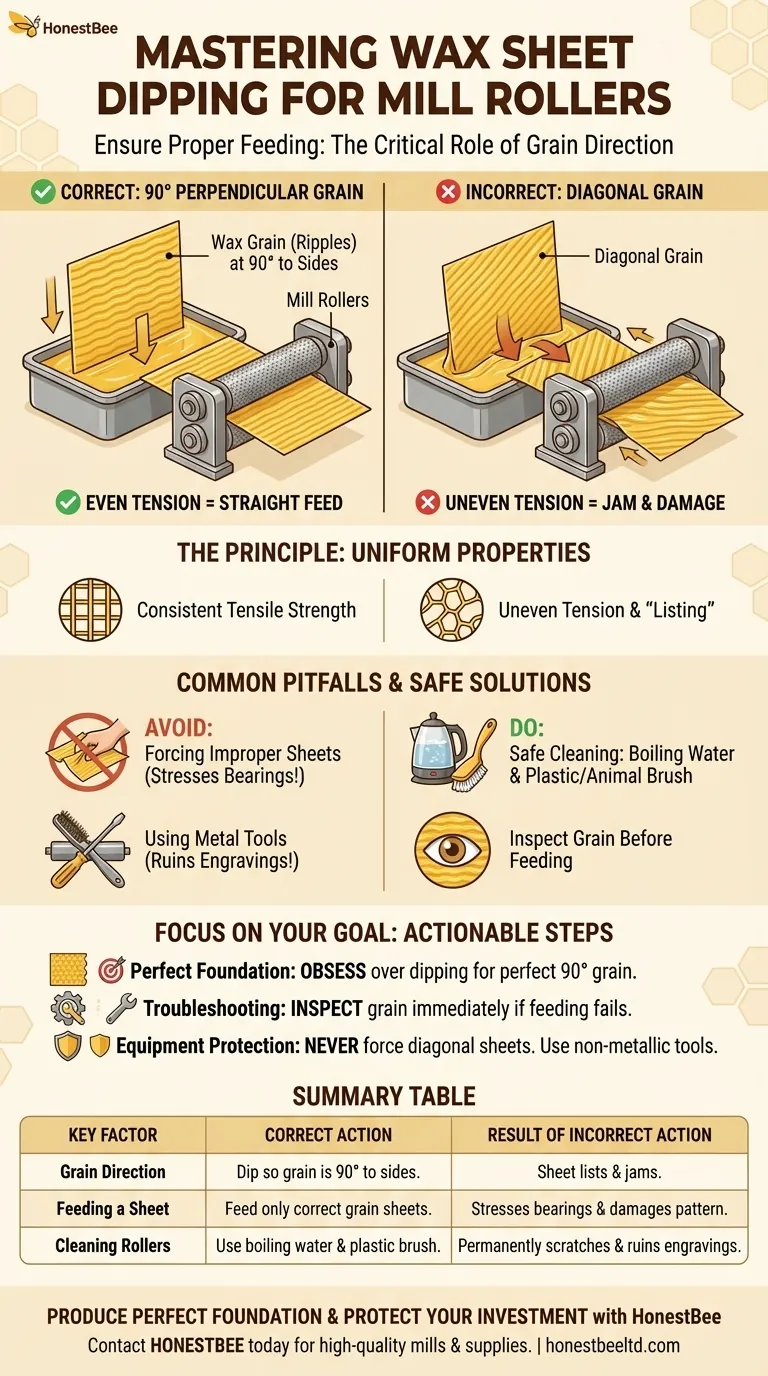
Um eine ordnungsgemäße Zuführung durch die Walzen der Gussmaschine zu gewährleisten, müssen Wachsplatten so eingetaucht werden, dass die Maserung, die sich als Wellen oder Kräuselungen zeigt, perfekt senkrecht (90 Grad) zu den Seiten verläuft. Wenn diese Maserung diagonal verläuft, deutet dies auf eine falsche Tauchtechnik hin, was die Hauptursache dafür ist, dass Platten nicht gerade durch die Walzen geführt werden können.
Die Ausrichtung der Wachsmaserung ist kein geringfügiges Detail; sie ist der grundlegende Faktor, der bestimmt, ob eine Platte gerade läuft oder in der Maschine klemmt. Eine diagonale Maserung ist die häufigste und vermeidbare Ursache für Fehler bei der Mittelwandherstellung.

Das Prinzip: Warum die Maserungsrichtung entscheidend ist
Die genaue Geometrie Ihrer Mittelwandwalzen erfordert eine Wachsplatte mit einheitlichen Eigenschaften über ihre gesamte Breite. Die Maserungsrichtung bestimmt die strukturelle Integrität der Platte und wie sie sich unter dem Druck der Prägewalzen verhält.
Die Wachsmaserung verstehen
Die „Wellen“ oder „Krümmungen“, die Sie in einer fertigen Wachsplatte sehen, sind eine visuelle Darstellung davon, wie das Wachs auf dem Tauchbrett geflossen und abgekühlt ist. Diese Maserung zeigt die Richtung der inneren Struktur des Wachses an.
Wie eine 90-Grad-Maserung funktioniert
Wenn die Maserung in einem perfekten 90-Grad-Winkel zu den Seiten steht, weist die Platte über ihre gesamte Breite eine gleichmäßige Zugfestigkeit auf. Wenn die Walzen die Platte einziehen, üben sie einen gleichmäßigen Druck aus, wodurch sie gerade und exakt geführt wird.
Das Problem mit einer diagonalen Maserung
Eine diagonale Maserung erzeugt eine ungleichmäßige Spannung. Eine Seite der Platte ist strukturell anders als die andere. Wenn die Walzen sie greifen, dehnt sich eine Seite stärker aus oder komprimiert sich stärker, wodurch die Platte seitlich „kippt“ oder „wandert“, was zu einem Stau führt.
Häufige Fallstricke, die es zu vermeiden gilt
Auch bei klarem Verständnis des Ziels können Fehler auftreten. Die Erkennung dieser häufigen Probleme ist der Schlüssel zum Schutz Ihrer Ausrüstung und zur Herstellung von hochwertigen Mittelwänden.
Erzwingen einer fehlerhaften Platte
Es kann verlockend sein, zu versuchen, eine kippende Platte manuell durch die Maschine zu führen. Dies funktioniert selten und belastet die Walzenlager und das empfindliche eingravierte Muster enorm.
Wachsablagerungen auf den Walzen
Wenn eine Platte klemmt, kann Wachs an den Walzen der Maschine haften bleiben und sich ansammeln. Diese Ablagerung ruiniert das Zellmuster aller nachfolgenden Platten und kann zukünftige Staus wahrscheinlicher machen.
Sichere Reinigung der Walzen
Um festsitzendes Wachs zu entfernen, gießen Sie kochendes Wasser über die Walzen, um es aufzuweichen. Schrubben Sie das Wachs dann vorsichtig nur mit einer Bürste mit Kunststoff- oder Tierborsten ab.
Verwenden Sie niemals eine Drahtbürste, einen Schraubendreher oder ein Metallwerkzeug. Die Walzen bestehen typischerweise aus einem weichen Metall, und ein Metallwerkzeug wird die hexagonalen Zellgravuren dauerhaft zerkratzen und beschädigen.
Die richtige Wahl für Ihr Ziel treffen
Eine perfekte Wachsplatte zu erzielen, ist eine Frage der Konzentration auf die richtigen Details. Ihr Ansatz sollte von Ihrem primären Ziel geleitet werden.
- Wenn Ihr Hauptaugenmerk auf der Herstellung perfekter Mittelwände liegt: Achten Sie penibel auf den Tauchvorgang, um sicherzustellen, dass die Wachsmaserung immer im 90-Grad-Winkel zur Kante der Platte steht.
- Wenn Ihr Hauptaugenmerk auf der Fehlerbehebung von Zuführungsproblemen liegt: Überprüfen Sie sofort die Maserung Ihrer Wachsplatten; ein diagonales Muster ist der wahrscheinlichste Übeltäter für jede Platte, die sich nicht gerade zuführen lässt.
- Wenn Ihr Hauptaugenmerk auf dem Schutz Ihrer Ausrüstung liegt: Führen Sie niemals eine Platte mit diagonaler Maserung durch die Maschine und verwenden Sie zum Entfernen von Wachsablagerungen immer nicht-metallische Werkzeuge.
Die Beherrschung einer konsistenten, geraden Tauchtechnik ist die wesentliche Fähigkeit zur Herstellung makelloser Bienenwachsmittelwände.
Zusammenfassungstabelle:
| Schlüsselfaktor | Korrekte Maßnahme | Folge einer falschen Maßnahme |
|---|---|---|
| Maserungsrichtung | Platte so eintauchen, dass die Maserung senkrecht (90°) zu den Seiten verläuft. | Die Platte kippt seitlich, was zu einem Stau in der Maschine führt. |
| Zuführung einer Platte | Nur Platten mit korrekter Maserung zuführen. | Das Erzwingen einer Platte belastet die Walzenlager und beschädigt das Muster. |
| Reinigung der Walzen | Kochendes Wasser und eine Kunststoff-/Tierhaarbürste verwenden. | Die Verwendung von Metallwerkzeugen zerkratzt und zerstört die Zellgravuren dauerhaft. |
Perfekte Mittelwände herstellen und Ihre Investition schützen
Die konstante Herstellung von Wachsplatten, die reibungslos laufen, ist für eine effiziente Mittelwandproduktion unerlässlich. Bei HONESTBEE beliefern wir kommerzielle Bienenstände und Imkereiausrüster mit den hochwertigen, langlebigen Mittelwandgussmaschinen und Zubehör, die für zuverlässige Großbetriebe erforderlich sind.
Hören Sie auf, sich mit frustrierenden Staus und beschädigten Geräten herumzuschlagen. Lassen Sie sich von unseren Experten die richtigen Werkzeuge und das nötige Wissen für den Erfolg liefern.
Kontaktieren Sie HONESTBEE noch heute, um Ihre Großhandelsanforderungen zu besprechen und sicherzustellen, dass Ihr Gießprozess makellos ist.
Visuelle Anleitung
Ähnliche Produkte
- Elektrische Bienenwachs-Flachbettmaschine mit Arbeitstablett für die Wachsverarbeitung
- Bienenwachsmaschine Presse Embosser Wachs Fundament Form Drucker Bienenstock Ausrüstung Herstellung Blatt
- Manuelle Bienenwachs-Flachbettmaschine für die Bienenwachsverarbeitung
- Bienenwachs Foundation Sheets Beehive Foundation für den Großhandel
- Manuelle Bienenwachskamm-Grundierungsmaschine Wachsgrundierungsmühle Prägemaschine
Andere fragen auch
- Wie tragen Verarbeitungsmaschinen für Kulturgüter zur wirtschaftlichen Wertschöpfungskette bei? Steigerung der Rentabilität von Bienenstöcken
- Wie ist eine Bienenwachsplatten-Prägemaschine aufgebaut? Hochpräzise Wabenstrukturen herstellen
- Wozu dient eine Bienenwachs-Mittelwandmaschine? Maximierung der Bienengesundheit und Honigproduktion
- Welche Arten von Bienenwachs-Mittelwandmaschinen gibt es? Finden Sie die richtige Maschine für die Größe Ihrer Imkerei
- Was sind die Hauptfunktionen einer Bienenwachsmaschine? Maximieren Sie die Effizienz und Rentabilität Ihres Bienenstocks mit professioneller Ausrüstung










