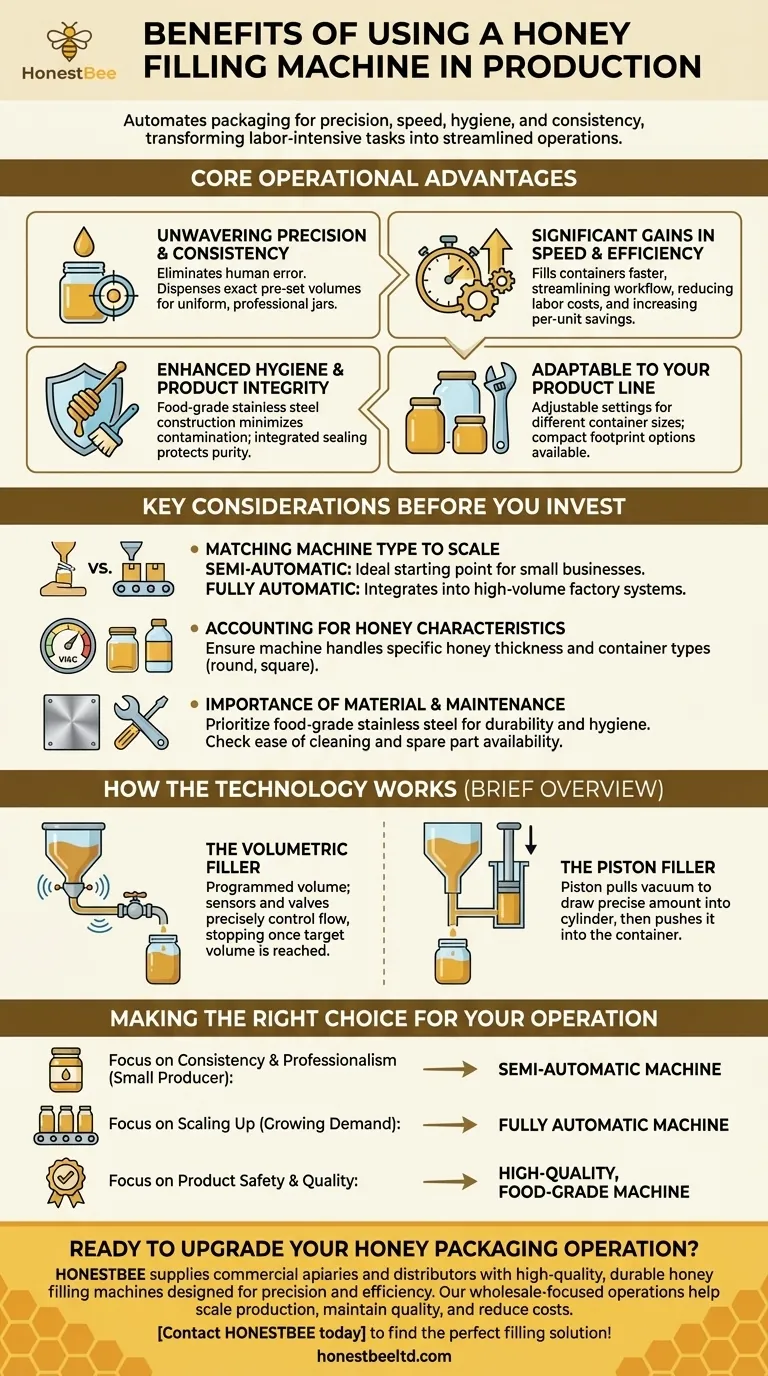
Im Kern automatisiert eine Honigabfüllmaschine den Verpackungsprozess, um erhebliche Verbesserungen in Bezug auf Präzision, Geschwindigkeit, Hygiene und Konsistenz zu erzielen. Diese Technologie wandelt eine arbeitsintensive Aufgabe in einen optimierten Betrieb um, reduziert Abfall und Arbeitskosten und gewährleistet gleichzeitig eine professionelle und zuverlässige Produktpräsentation für Ihre Kunden.
Bei der Entscheidung für eine Honigabfüllmaschine geht es nicht nur darum, Gläser schneller zu befüllen. Es geht darum, ein System zu implementieren, das die Produktqualität steigert, die betriebliche Effizienz verbessert und die Skalierbarkeit für das Unternehmenswachstum bietet.

Die zentralen betrieblichen Vorteile
Die Investition in eine Honigabfüllmaschine bringt mehrere grundlegende Verbesserungen für Ihre Produktionslinie mit sich und überwindet manuelle Einschränkungen, um einen professionelleren und effizienteren Prozess zu schaffen.
Unerschütterliche Präzision und Konsistenz
Manuelles Abfüllen ist anfällig für menschliche Fehler, was zu inkonsistenten Füllständen führt. Eine Abfüllmaschine löst dieses Problem direkt.
Durch die Abgabe eines exakten, voreingestellten Honigvolumens werden kostspieliges Überfüllen und frustrierendes Unterfüllen vermieden. Diese Konsistenz stellt sicher, dass jedes Glas den Etikettenspezifikationen entspricht und ein einheitliches, professionelles Erscheinungsbild im Regal bietet.
Erhebliche Steigerung von Geschwindigkeit und Effizienz
Eine Maschine kann Behälter in einer Geschwindigkeit befüllen, die die manuellen Fähigkeiten bei weitem übertrifft. Dies optimiert sofort Ihren gesamten Produktionsablauf.
Die Reduzierung manueller Arbeit führt direkt zu niedrigeren Stückkosten und gibt wertvolle Zeit für andere wichtige Geschäftsaktivitäten frei.
Verbesserte Hygiene und Produktintegrität
Die Aufrechterhaltung der Reinheit Ihres Honigs ist von größter Bedeutung. Seriöse Maschinen bestehen aus lebensmittelechten, korrosionsbeständigen Materialien wie Edelstahl.
Dies minimiert das Kontaminationsrisiko. Darüber hinaus schützen integrierte Versiegelungs- und Etikettierungsprozesse den Honig vor Verderb und gewährleisten ein manipulationssicheres, verkaufsfertiges Produkt.
Anpassungsfähig an Ihre Produktlinie
Moderne Abfüllmaschinen sind auf Vielseitigkeit ausgelegt. Sie verfügen über einstellbare Parameter, um eine breite Palette von Behältergrößen und -formen aufzunehmen.
Viele sind auch mit einer kompakten Stellfläche konstruiert, was sie zu einer praktikablen Option selbst für Kleinproduzenten wie Imkereien oder Lebensmittel-Start-ups macht, bei denen Platz ein Luxus ist.
Wichtige Überlegungen vor der Investition
Obwohl die Vorteile klar sind, erfordert die Auswahl der richtigen Maschine sorgfältige Überlegung. Eine objektive Bewertung Ihrer spezifischen Bedürfnisse ist entscheidend für eine erfolgreiche Investition.
Abgleich des Maschinentyps mit Ihrem Maßstab
Die primäre Entscheidung liegt zwischen halbautomatischen und vollautomatischen Systemen.
Eine halbautomatische Maschine, bei der ein Bediener die Behälter platzieren und entnehmen muss, ist oft der ideale Ausgangspunkt für kleine Unternehmen. Eine vollautomatische Maschine wird in ein größeres Fördersystem integriert und eignet sich für Fabriken mit hohem Volumen.
Berücksichtigung der Honigeigenschaften
Nicht jeder Honig ist gleich. Die Viskosität Ihres Produkts und die Art der verwendeten Behälter sind entscheidende Faktoren.
Stellen Sie sicher, dass die von Ihnen gewählte Maschine die Dicke Ihres spezifischen Honigs verarbeiten kann und mit Ihren Gläsern kompatibel ist, unabhängig davon, ob sie aus Glas oder Kunststoff, rund oder eckig sind.
Die Bedeutung von Material und Wartung
Achten Sie auf Maschinen, die aus lebensmittelechtem Edelstahl gefertigt sind. Dies gewährleistet nicht nur die Hygiene, sondern auch eine lange Haltbarkeit.
Berücksichtigen Sie die einfache Reinigung und Demontage, da dies ein regelmäßiger Bestandteil Ihres Betriebsablaufs sein wird. Erkundigen Sie sich nach der Verfügbarkeit von Ersatzteilen und einem zuverlässigen Kundendienst.
Wie die Technologie funktioniert: Ein kurzer Überblick
Das Verständnis der Mechanik kann Ihnen bei der Auswahl der richtigen Maschine helfen. Die meisten Honigabfüller fallen je nach ihrem Abfüllmechanismus in zwei Hauptkategorien.
Der volumetrische Füller
Diese Art von Maschine wird mit einem bestimmten Volumen programmiert. Honig fließt von einem Trichter zur Düse, und ein System von Sensoren und Ventilen steuert den Fluss präzise und stoppt ihn, sobald das Zielvolumen erreicht ist.
Der Kolbenfüller
Bei einem Kolbenfüller wird der Behälter unter die Düse gestellt. Der Kolben zieht sich zurück und erzeugt ein Vakuum, das eine präzise Menge Honig aus dem Trichter in einen Zylinder saugt. Der Kolben drückt dann vor und gibt diese exakte Menge in den Behälter ab.
Die richtige Wahl für Ihren Betrieb treffen
Ihr spezifisches Ziel bestimmt den besten Weg nach vorne.
- Wenn Ihr Hauptaugenmerk als Kleinproduzent auf der Verbesserung der Konsistenz und Professionalität liegt: Eine halbautomatische Maschine bietet eine erhebliche Verbesserung gegenüber der manuellen Abfüllung ohne die Kosten einer vollautomatischen Anlage.
- Wenn Ihr Hauptaugenmerk auf der Skalierung liegt, um die wachsende Nachfrage zu befriedigen: Eine vollautomatische Maschine ist eine notwendige Investition, um den Ausstoß drastisch zu erhöhen und die langfristigen Arbeitskosten zu senken.
- Wenn Ihr Hauptaugenmerk auf der Gewährleistung der Produktsicherheit und -qualität liegt: Priorisieren Sie eine Maschine aus hochwertigem, lebensmittelechtem Edelstahl, die leicht zu zerlegen und zu reinigen ist.
Letztendlich geht es bei der Integration einer Honigabfüllmaschine darum, die Kontrolle über Ihre Produktion zu übernehmen, um eine effizientere, skalierbarere und vertrauenswürdigere Marke aufzubauen.
Zusammenfassungstabelle:
| Vorteil | Beschreibung |
|---|---|
| Präzision & Konsistenz | Verhindert Über-/Unterfüllung für einheitliche, professionelle Gläser. |
| Geschwindigkeit & Effizienz | Befüllt Behälter schneller, reduziert Arbeitskosten und Stückkosten. |
| Hygiene & Integrität | Konstruktion aus lebensmittelechtem Edelstahl minimiert das Kontaminationsrisiko. |
| Anpassungsfähigkeit | Einstellbare Parameter für verschiedene Behältergrößen und -formen. |
Bereit für die Modernisierung Ihres Honigverpackungsbetriebs?
HONESTBEE beliefert gewerbliche Imkereien und Vertreiber von Imkereiausrüstung mit hochwertigen, langlebigen Honigabfüllmaschinen, die auf Präzision und Effizienz ausgelegt sind. Unser auf den Großhandel ausgerichteter Betrieb stellt sicher, dass Sie die zuverlässige Ausrüstung erhalten, die Sie benötigen, um Ihre Produktion zu skalieren, die Produktqualität zu erhalten und Kosten zu senken.
Kontaktieren Sie HONESTBEE noch heute, um die perfekte Abfülllösung für Ihr Unternehmen zu finden!
Visuelle Anleitung
Ähnliche Produkte
- Präzise, langlebige und effiziente HONESTBEE Rotations-Honigabfüllmaschine
- Halbautomatische kleine Honigflaschenabfüllmaschine Honigabfüller
- Economy Small Honey Filling Machine Honigflaschenfüller Verpackungsmaschine
- Vollautomatische Honigabfüll- und Verpackungsmaschine für Verarbeitungslinie
- Kommerzielle rotierende Honigabfüllmaschine für die Produktion
Andere fragen auch
- Wie schaffen Honigabfüll- und Einzelhandelsverpackungsanlagen Mehrwert? Höhere Margen erzielen und Premium-Marken aufbauen
- Welche Rolle spielt die professionelle Honigabfüllanlage bei der Qualitätskontrolle? Gewährleistung von Konsistenz und Produktstabilität
- Was ist die Bedeutung spezialisierter Honigabfüllanlagen? Skalierung vom Imkern zum kommerziellen Erfolg
- Was sind die Prinzipien von Honigabfüllmaschinen? Optimieren Sie Ihre Produktion für hochviskosen Honig
- Wie funktionieren Honigabfüllmaschinen? Präzision und Geschwindigkeit für Ihren Bienenstand



















