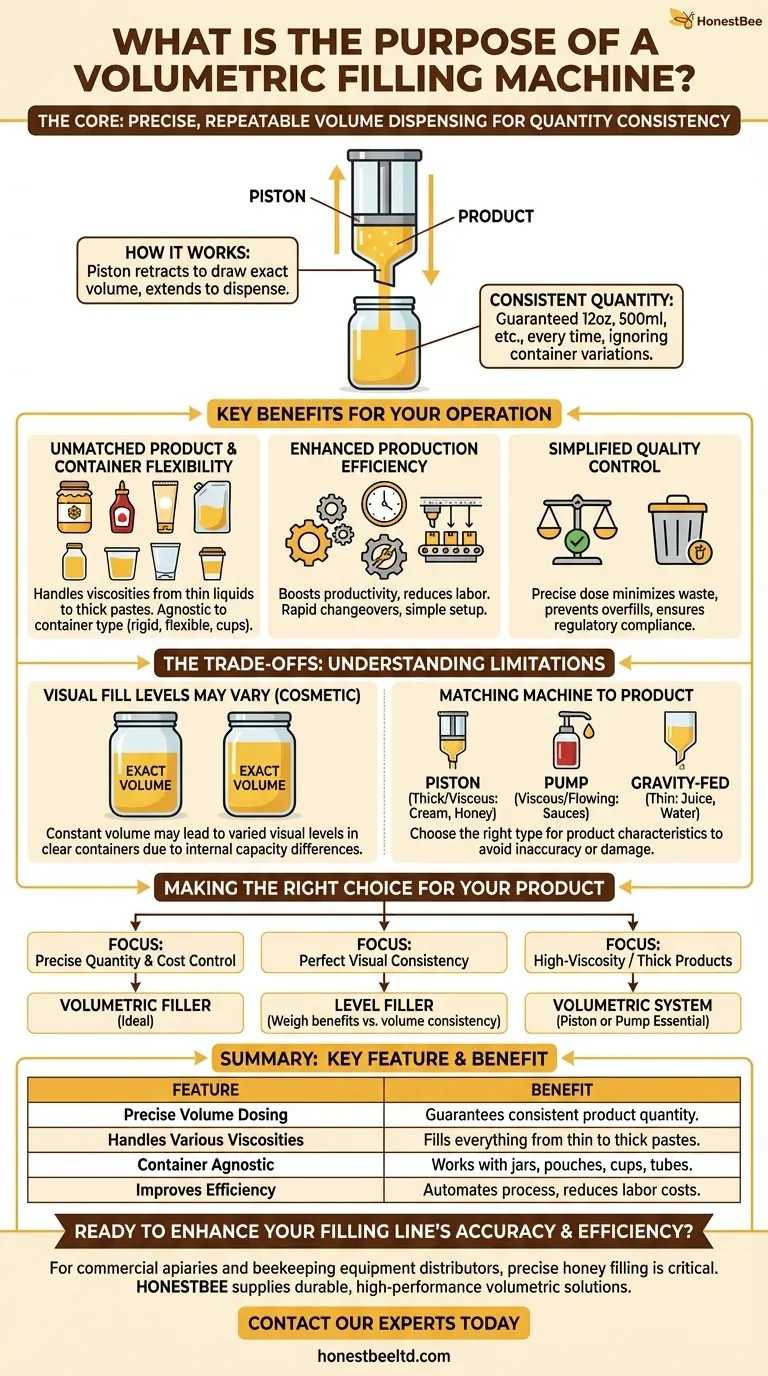
Im Kern besteht der Zweck einer volumetrischen Abfüllmaschine darin, ein präzises, wiederholbares Volumen eines Produkts in einen Behälter abzufüllen. Diese Methode stellt sicher, dass jede Verpackung exakt die gleiche Produktmenge enthält, was ein entscheidender Faktor für Produkte ist, die nach Gewicht oder Volumen verkauft werden, wie Honig, Saucen oder Pharmazeutika. Ihre Hauptfunktion besteht darin, die Mengenkonstanz zu gewährleisten, unabhängig von geringfügigen Abweichungen in der Form oder Größe des Behälters.
Der zentrale Vorteil eines volumetrischen Füllers ist sein Fokus auf die Produktmenge statt auf den visuellen Füllstand. Dies macht ihn zur definitiven Wahl für Branchen, in denen eine präzise Dosierung für die Einhaltung von Vorschriften, Kostenkontrolle und Verbrauchervertrauen unerlässlich ist.

Das Kernprinzip: Volumen vor Füllstand
Das bestimmende Merkmal eines volumetrischen Füllers ist seine Messmethode. Im Gegensatz zu Füllern, die bis zu einer bestimmten Höhe im Behälter füllen, geben volumetrische Systeme eine voreingestellte Menge ab.
Wie die volumetrische Abfüllung funktioniert
Der gängigste Mechanismus ist ein Kolbenfüller. Die Maschine verwendet einen Kolben, der sich in einem Zylinder zurückzieht, um ein bestimmtes Produktvolumen aus einem Trichter anzusaugen. Der Kolben fährt dann aus und gibt dieses exakte Volumen in den wartenden Behälter ab.
Dieser Vorgang ist rein mechanisch und basiert auf der Verdrängung des Kolbens, was bei jedem Zyklus ein hohes Maß an Genauigkeit und Wiederholbarkeit gewährleistet.
Der Vorteil der konstanten Menge
Diese Fokussierung auf das Volumen ist entscheidend. Wenn Ihre Behälter leichte Fertigungsfehler aufweisen (z. B. dickeres Glas am Boden), würde ein Füller, der nach Füllstand arbeitet, zu inkonsistenten Produktmengen führen.
Ein volumetrischer Füller ignoriert diese Behälterabweichungen. Er liefert jedes Mal exakt die spezifizierten 12 Unzen oder 500 Milliliter, was für die Aufrechterhaltung der Rentabilität und die Einhaltung der Kennzeichnungsvorschriften unerlässlich ist.
Wesentliche Vorteile für Ihren Betrieb
Die Einführung der volumetrischen Abfülltechnologie führt direkt zu messbaren Verbesserungen in Bezug auf Produktionsflexibilität, Effizienz und Qualität.
Unübertroffene Produkt- und Behälterflexibilität
Volumetrische Füller sind außergewöhnlich vielseitig. Sie können eine breite Palette von Produktviskositäten verarbeiten, von dünnen Flüssigkeiten wie Saft bis hin zu dicken Pasten wie Lotion oder sogar Honig.
Sie sind außerdem unabhängig vom Behältertyp. Ob Sie starre Gläser, flexible Beutel, Joghurtbecher oder Zahnpastatuben füllen, die Maschine liefert stets das gleiche genaue Volumen.
Gesteigerte Produktionseffizienz
Die Automatisierung des Abfüllprozesses mit einer volumetrischen Maschine steigert die Produktivität erheblich und reduziert die Kosten für manuelle Arbeit. Sowohl halbautomatische als auch vollautomatische Modelle bieten eine einfache Einrichtung und Bedienung, was schnelle Umrüstzeiten zwischen verschiedenen Produkten oder Behältergrößen ermöglicht.
Vereinfachte Qualitätskontrolle
Da die Maschine eine präzise Dosis garantiert, wird der Bedarf an manuellen Gewichtskontrollen und Anpassungen drastisch reduziert. Diese eingebaute Genauigkeit minimiert Produktverluste, verhindert kostspielige Überfüllungen und stellt sicher, dass jeder Kunde genau das erhält, wofür er bezahlt hat.
Verständnis der Kompromisse
Obwohl sie sehr effektiv sind, sind volumetrische Füller nicht für jede einzelne Anwendung die Lösung. Das Verständnis ihrer Einschränkungen ist der Schlüssel zu einer fundierten Entscheidung.
Visuelle Füllstände können variieren
Der primäre Kompromiss ist kosmetischer Natur. Da die Maschine ein konstantes Volumen abgibt, führen jegliche Abweichungen in der Innenkapazität Ihrer Behälter zu leicht unterschiedlichen visuellen Füllhöhen.
Bei Produkten in transparenten Verpackungen, bei denen ein vollkommen einheitliches Erscheinungsbild im Regal von größter Bedeutung ist, kann dies ein Nachteil sein. In diesen Fällen könnte ein Füller nach Füllstand in Betracht gezogen werden, Sie verzichten dann jedoch auf die Volumenkonsistenz.
Die Maschine auf das Produkt abstimmen
„Volumetrischer Füller“ ist eine Kategorie, keine einzelne Maschine. Die Haupttypen – Kolben-, Pumpen- und Schwerkraftfüller – sind jeweils für unterschiedliche Produkteigenschaften geeignet.
Ein hochviskoses Produkt wie Creme erfordert einen leistungsstarken Kolben- oder Pumpenfüller, während eine dünne, frei fließende Flüssigkeit gut mit einem einfacheren Schwerkraftsystem funktionieren könnte. Die Wahl des falschen Typs kann zu ungenauen Abfüllungen oder Schäden am Produkt führen.
Die richtige Wahl für Ihr Produkt treffen
Um festzustellen, ob ein volumetrischer Füller das richtige Werkzeug für Ihr Ziel ist, bewerten Sie Ihre primäre betriebliche Priorität.
- Wenn Ihr Hauptaugenmerk auf präziser Menge und Kostenkontrolle liegt: Ein volumetrischer Füller ist die ideale Lösung, die garantiert, dass Sie die Etikettenangaben einhalten und Produktverluste minimieren.
- Wenn Ihr Hauptaugenmerk auf perfekter visueller Konsistenz in transparenten Behältern liegt: Möglicherweise müssen Sie die Vorteile eines Füllers nach Füllstand abwägen, sollten sich aber auf mögliche Abweichungen beim Nettogewicht einstellen.
- Wenn Ihr Hauptaugenmerk auf dem Abfüllen hochviskoser oder dicker Produkte liegt: Ein volumetrisches System, insbesondere ein Kolben- oder Pumpenfüller, ist für eine genaue und zuverlässige Dosierung unerlässlich.
Letztendlich ist die Auswahl der richtigen Abfülltechnologie eine grundlegende Entscheidung, die Ihre Produktqualität, Betriebseffizienz und Rentabilität beeinflusst.
Zusammenfassungstabelle:
| Merkmal | Vorteil |
|---|---|
| Präzise Volumendosierung | Garantiert konstante Produktmenge für Kennzeichnung und Kostenkontrolle. |
| Verarbeitung verschiedener Viskositäten | Füllt alles von dünnen Flüssigkeiten bis hin zu dicken Pasten wie Honig. |
| Behälterunabhängig | Funktioniert ohne Anpassung mit Gläsern, Beuteln, Bechern und Tuben. |
| Verbessert die Effizienz | Automatisiert den Prozess, reduziert den Arbeitsaufwand und ermöglicht schnelle Umrüstzeiten. |
Sind Sie bereit, die Genauigkeit und Effizienz Ihrer Abfüllanlage zu verbessern?
Für gewerbliche Imkereien und Vertreiber von Imkereiausrüstung ist die präzise Honigabfüllung entscheidend für die Rentabilität und das Vertrauen der Marke. HONESTBEE liefert die langlebige, leistungsstarke volumetrische Abfüllausrüstung, die Sie benötigen, um sicherzustellen, dass jedes Glas exakt die versprochene Menge enthält.
Kontaktieren Sie noch heute unsere Experten, um die richtige volumetrische Lösung für Ihren Betrieb zu besprechen und zu erfahren, wie wir Ihnen helfen können, Abfall zu minimieren und den Ausstoß zu maximieren.
Visuelle Anleitung
Ähnliche Produkte
- Pneumatische Pastenabfüllmaschine Abfüll- und Verpackungsmaschine Einzeldüse
- Pneumatische Doppeldüse Honigabfüllung Flaschenverpackungsmaschine
- Präzise, langlebige und effiziente HONESTBEE Rotations-Honigabfüllmaschine
- Automatisierte Präzisions-Verpackungs-Drehtisch-Honiglöffel-Füllung-Versiegelung-Verpackungsmaschine
- Vollautomatische Honigabfüll- und Verpackungsmaschine für Verarbeitungslinie
Andere fragen auch
- Was ist das Hauptziel des Abfüllprozesses? Präzision und Integrität für Ihre Produkte gewährleisten
- Was ist der Zweck des Düsendesigns in einer Honigabfüllmaschine? Optimieren Sie die Präzision Ihrer Honigverpackung
- Welche Rolle spielt das Düsendesign bei Honigabfüllmaschinen? Maximale Genauigkeit & Minimierung von Abfall
- Wie werden Abfüllmaschinen kalibriert, um eine genaue Abfüllung zu gewährleisten? Optimieren Sie Ihre Produktionslinie für maximale Rentabilität
- Wofür wird eine Abfüllmaschine verwendet? Automatisieren Sie Ihre Produktion für Geschwindigkeit und Genauigkeit