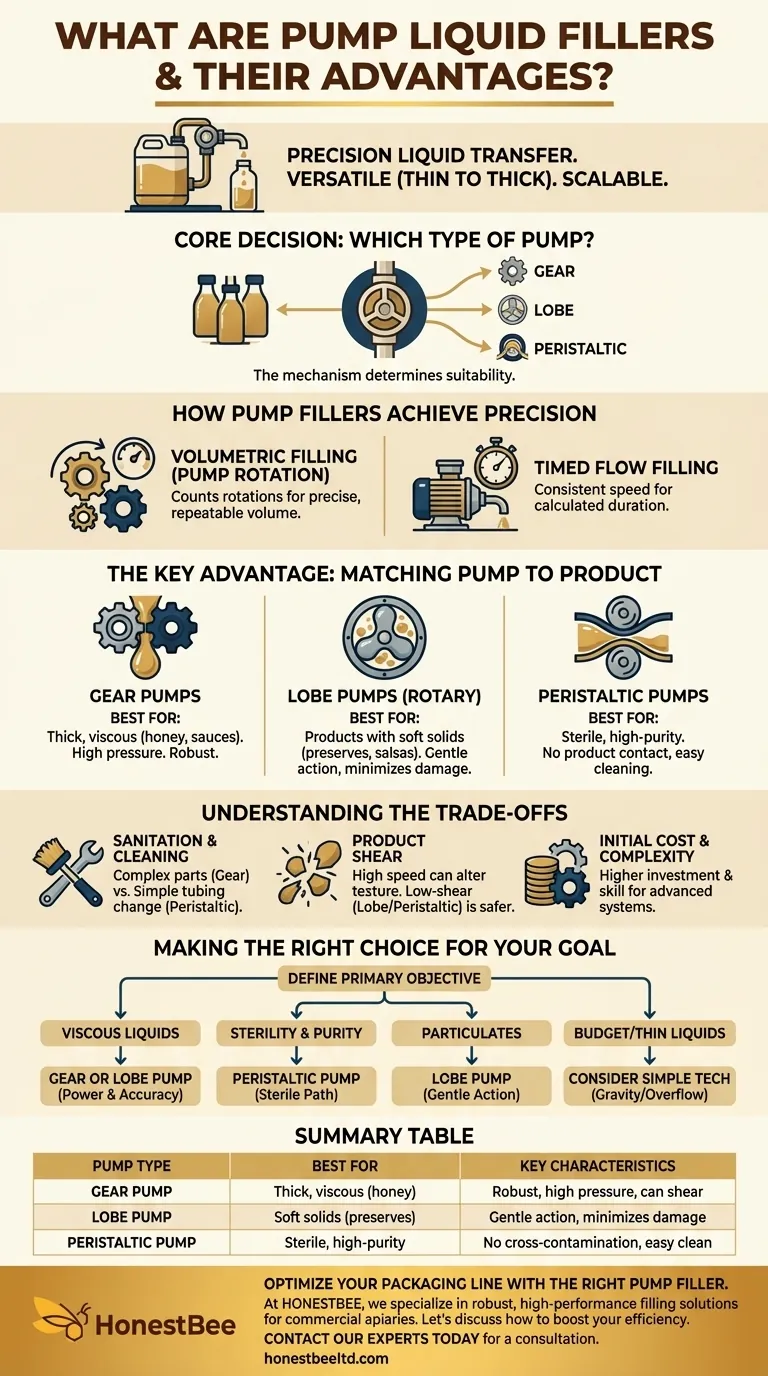
Kurz gesagt, ein Pumpenfüller ist eine Verpackungsmaschine, die eine Pumpe verwendet, um ein präzises Volumen eines flüssigen Produkts aus einer Großquelle in einzelne Behälter zu überführen. Seine Hauptvorteile sind seine bemerkenswerte Vielseitigkeit bei der Handhabung einer breiten Palette von Produktviskositäten – von dünnen Säften bis zu dickem Honig – und seine Skalierbarkeit für wachsende Produktionsanforderungen.
Die zentrale Entscheidung bei der Betrachtung eines Pumpenfüllers ist nicht, ob man einen verwendet, sondern welchen Typ von Pumpe man verwendet. Der spezifische Pumpenmechanismus (z. B. Zahnrad-, Drehkolben- oder Schlauchpumpe) bestimmt die Eignung des Füllers für Ihr einzigartiges Produkt und Ihre betrieblichen Anforderungen.

Wie Pumpenfüller Präzision erreichen
Ein Pumpenfüller arbeitet nach einem einfachen Prinzip: Die Menge des abgegebenen Produkts wird durch die Steuerung des Pumpenbetriebs kontrolliert. Dies wird typischerweise auf eine von zwei Arten erreicht.
Volumetrische Abfüllung über Pumpenrotation
Bei Verdrängerpumpen wie Zahnrad- oder Drehkolbenpumpen bewegt jede Rotation ein präzises, wiederholbares Flüssigkeitsvolumen. Das Steuerungssystem der Maschine zählt einfach die Umdrehungen (oder Teilumdrehungen) der internen Komponenten der Pumpe, um das exakte Zielvolumen in den Behälter zu liefern.
Zeitgesteuerte Flussabfüllung
Eine einfachere Methode besteht darin, die Pumpe mit konstanter Geschwindigkeit für eine präzise berechnete Dauer laufen zu lassen. Unter der Annahme einer konstanten Produktviskosität und eines konstanten Drucks führt dieser zeitgesteuerte Fluss zu einem hoch wiederholbaren Füllvolumen. Diese Methode ist bei verschiedenen Pumpentypen üblich.
Der Hauptvorteil: Die Pumpe an das Produkt anpassen
Die wahre Stärke eines Pumpenfüllers liegt in seiner Anpassungsfähigkeit. Durch die Auswahl des richtigen Pumpenkopfes für die Maschine können Sie eine enorme Vielfalt von Produkten handhaben.
Zahnradpumpen
Zahnradpumpen verwenden einen Satz ineinandergreifender Zahnräder, um Flüssigkeit vorwärts zu drücken. Sie sind robust und erzeugen einen starken Druck, was sie zu einer ausgezeichneten Wahl für dicke, viskose Produkte wie Honig, Melasse oder dicke Saucen macht.
Drehkolbenpumpen (Rotationspumpen)
Ähnlich wie Zahnradpumpen verwenden Drehkolbenpumpen ineinandergreifende Kolben, die sich nicht berühren. Diese sanfte Aktion macht sie ideal für Produkte mit weichen, suspendierten Feststoffen, wie Fruchtaufstriche, Salsas oder Currys, da sie Schäden an den Partikeln minimiert.
Schlauchpumpen (Peristaltikpumpen)
Schlauchpumpen sind einzigartig, da das Produkt niemals den Pumpenmechanismus selbst berührt. Die Flüssigkeit ist in einem flexiblen Schlauch eingeschlossen, der dann von einer Reihe rotierender Rollen gequetscht wird, um die Flüssigkeit vorwärts zu bewegen. Dies macht sie zur ultimativen Wahl für hochreine, sterile oder aggressive Produkte, da sie Kreuzkontaminationen eliminiert und die Reinigung vereinfacht.
Die Kompromisse verstehen
Obwohl Pumpenfüller sehr vielseitig sind, gibt es spezifische Überlegungen. Das Verständnis dieser Kompromisse ist entscheidend für eine fundierte Entscheidung.
Hygiene und Reinigung
Pumpen mit komplexen internen Teilen, wie Zahnradpumpen, können im Vergleich zu einfacheren Abfülltechnologien zwischen den Produktläufen schwieriger und zeitaufwändiger zu reinigen und zu sterilisieren sein. Schlauchpumpen zeichnen sich hier aus, da oft nur der Einwegschlauch ausgetauscht werden muss.
Produktscherung
Der Hochgeschwindigkeitsbetrieb einiger Pumpentypen, insbesondere von Zahnradpumpen, kann empfindliche Produkte "scheren" oder zersetzen, wodurch deren Textur oder Konsistenz verändert wird. Für scherempfindliche Emulsionen oder Produkte mit weichen Feststoffen ist eine Pumpe mit geringer Scherung wie eine Drehkolben- oder Schlauchpumpe eine viel sicherere Wahl.
Anschaffungskosten und Komplexität
Pumpenfüller, insbesondere solche mit fortschrittlichen servogesteuerten Steuerungen, stellen im Vergleich zu einfachen Überlauf- oder Schwerkraftfüllern eine höhere anfängliche Kapitalinvestition dar. Ihre mechanische Komplexität erfordert auch ein höheres Maß an technischem Können für Wartung und Betrieb.
Die richtige Wahl für Ihr Ziel treffen
Um das geeignete Abfüllsystem auszuwählen, müssen Sie zunächst Ihr Hauptziel definieren.
- Wenn Ihr Hauptaugenmerk auf viskosen Flüssigkeiten liegt: Ein Zahnrad- oder Drehkolbenfüller bietet die nötige Leistung und Genauigkeit, um dicke Produkte effizient zu bewegen.
- Wenn Ihr Hauptaugenmerk auf Sterilität und Reinheit liegt: Ein Schlauchpumpenfüller ist der Industriestandard und gewährleistet, dass Ihr Produktweg steril und leicht zu validieren ist.
- Wenn Ihr Hauptaugenmerk auf der Handhabung von Produkten mit Partikeln liegt: Ein Drehkolbenfüller ist die überlegene Wahl, da seine sanfte Aktion die Integrität der Produktbestandteile bewahrt.
- Wenn Ihr Hauptaugenmerk auf einer budgetfreundlichen Abfüllung für dünne Flüssigkeiten liegt: Möchten Sie möglicherweise einfachere Technologien wie Schwerkraft- oder Überlauffüller untersuchen, da ein Pumpenfüller für diese Aufgabe überdimensioniert sein könnte.
Die Wahl des richtigen Pumpenfüllers besteht darin, die Fähigkeiten der Maschine direkt auf die physikalischen Eigenschaften Ihres Produkts abzustimmen.
Zusammenfassungstabelle:
| Pumpentyp | Am besten geeignet für | Hauptmerkmale |
|---|---|---|
| Zahnradpumpe | Dicke, viskose Produkte (Honig, Saucen) | Robust, hoher Druck, kann Produktscherung verursachen |
| Drehkolbenpumpe | Produkte mit weichen Feststoffen (Konfitüren, Salsas) | Sanfte Aktion, minimiert Schäden an Partikeln |
| Schlauchpumpe | Sterile, aggressive oder hochreine Produkte | Keine Kreuzkontamination, einfache Reinigung (Schlauchwechsel) |
Optimieren Sie Ihre Verpackungslinie mit dem richtigen Pumpenfüller.
Bei HONESTBEE sind wir darauf spezialisiert, kommerzielle Imkereien und Händler von Imkereiausrüstung mit robusten, leistungsstarken Abfülllösungen zu beliefern. Egal, ob Sie die Honigproduktion steigern oder ein sanftes System für empfindliche Produkte benötigen, unsere Expertise stellt sicher, dass Sie die richtige Ausrüstung für Ihre spezifischen Anforderungen erhalten.
Lassen Sie uns besprechen, wie ein Präzisions-Pumpenfüller Ihre Effizienz und Produktqualität steigern kann. Kontaktieren Sie noch heute unsere Experten für eine persönliche Beratung.
Visuelle Anleitung
Ähnliche Produkte
- Pneumatische Pastenabfüllmaschine Abfüll- und Verpackungsmaschine Einzeldüse
- Economy Small Honey Filling Machine Honigflaschenfüller Verpackungsmaschine
- Kleine Honigabfüllmaschine Sachet-Verpackungsanlage mit einer Düse
- Honey Convey Pump Wirtschaftliche Zahnradpumpe für viskose Flüssigkeiten
- Honigförderpumpe Schrauben-Honigpumpe für viskose Flüssigkeiten
Andere fragen auch
- Welche Rolle spielt das Düsendesign bei Honigabfüllmaschinen? Maximale Genauigkeit & Minimierung von Abfall
- Wie vergleichen sich automatische und manuelle Abfüllmaschinen? Finden Sie die beste Abfülllösung für Ihre Produktionsskalierung
- Wie lauten die Kalibrierungsanforderungen für die Abfüllmaschine? Expertentipps für Flüssigkeitskonsistenz
- Was sind die Hauptunterschiede zwischen automatischen und manuellen Abfüllmaschinen? Wählen Sie das richtige System für Ihren Maßstab
- Was ist das Hauptziel des Abfüllprozesses? Präzision und Integrität für Ihre Produkte gewährleisten












