Im Grunde ist ein Honigkonzentrator ein Werkzeug zur Qualitätskontrolle. Seine Hauptfunktion besteht darin, den Wassergehalt des geernteten Honigs zu reduzieren, was direkt die Qualität, Stabilität und den Marktwert des Honigs verbessert. Dieser Prozess stellt sicher, dass das Endprodukt bestimmte Güteklassenstandards erfüllt, indem Textur, Geschmacksintensität und Haltbarkeit optimiert werden.
Ein Honigkonzentrator dient nicht nur der Verarbeitung von Honig; er dient seiner Aufwertung. Indem er Ihnen eine präzise Kontrolle über den Feuchtigkeitsgehalt ermöglicht, verwandelt er eine variable Ernte in ein konsistentes, erstklassiges Produkt mit längerer Haltbarkeit und reicherem Geschmacksprofil.

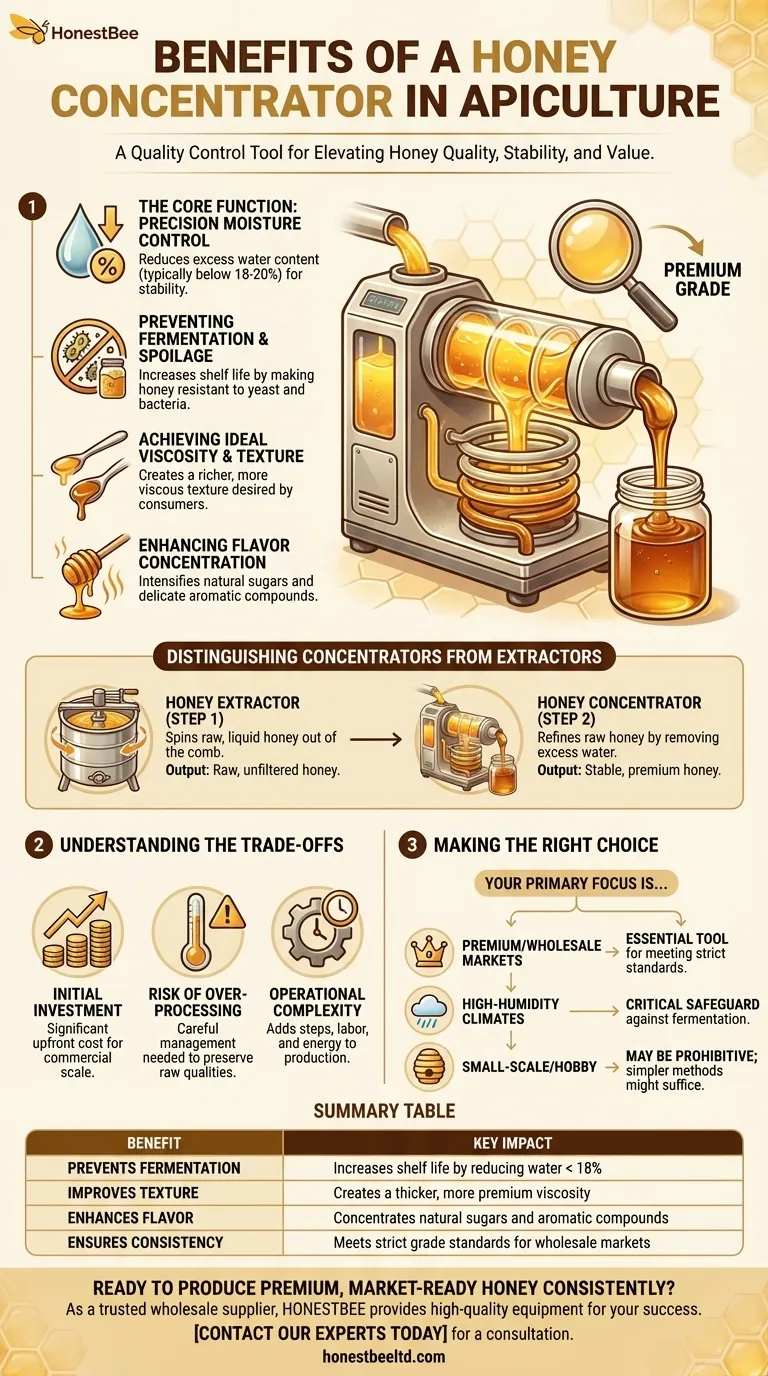
Die Kernfunktion: Präzise Feuchtigkeitskontrolle
Der Wert eines Honigkonzentrators liegt in seiner Fähigkeit, das grundlegende Problem überschüssiger Feuchtigkeit zu lösen. Honig mit einem Wassergehalt über 18–20 % neigt zu Gärung und Verderb.
Verhinderung von Gärung und Verderb
Der geringe Wassergehalt ist es, was Honig von Natur aus resistent gegen Hefe und Bakterien macht. Wenn Nektar geerntet wird, bevor die Bienen genügend Zeit hatten, ihn zu entwässern, hat der resultierende Honig einen hohen Feuchtigkeitsgehalt.
Ein Konzentrator entfernt dieses überschüssige Wasser schonend und bringt den Gehalt auf ein stabiles Niveau (typischerweise unter 18 %). Dies erhöht die Haltbarkeit des Honigs dramatisch und verhindert finanzielle Verluste durch verdorbene Chargen.
Erreichen der idealen Viskosität und Textur
Der Feuchtigkeitsgehalt bestimmt direkt die Viskosität oder Dickflüssigkeit des Honigs. Verbraucher assoziieren dickflüssigeren, weniger „dünnflüssigen“ Honig oft mit höherer Qualität.
Durch die Reduzierung des Wassers verleiht ein Konzentrator dem Honig eine reichhaltigere, viskosere Textur. Dies verbessert das sensorische Erlebnis und hilft dem Produkt, die Markterwartungen an Premium-Honig zu erfüllen.
Steigerung der Geschmacksintensität
Wenn man Wasser aus einer Lösung entfernt, werden die verbleibenden Bestandteile konzentrierter. Das gleiche Prinzip gilt für Honig.
Die Senkung des Wassergehalts intensiviert die natürlichen Zucker und die feinen aromatischen Verbindungen, die für die florale Quelle des Honigs einzigartig sind. Das Ergebnis ist ein robusteres und ausgeprägteres Geschmacksprofil.
Unterscheidung zwischen Konzentratoren und Extraktoren
Es ist wichtig zu verstehen, dass ein Konzentrator und ein Extraktor zwei unterschiedliche, aufeinanderfolgende Aufgaben im Honigproduktionsprozess erfüllen.
Die Rolle des Honigextrakteurs
Der erste Schritt nach der Entnahme der Waben aus dem Bienenstock ist die Extraktion. Ein Extraktor ist eine Maschine, die Zentrifugalkraft nutzt, um flüssigen Honig aus der Wachswabe zu schleudern.
Dieser Vorgang trennt den Honig von der Wabe, ohne die Wabe selbst zu zerstören, sodass die Bienen sie wiederverwenden können. Das Ergebnis ist roher, ungefilterter Honig.
Die Rolle des Honigkonzentrators
Der Konzentrator wird nach der Extraktion eingesetzt. Er nimmt den rohen flüssigen Honig und verfeinert ihn durch Entfernung von überschüssigem Wasser, um sicherzustellen, dass das Endprodukt stabil und von höchster Qualität ist.
Verständnis der Kompromisse
Obwohl ein Honigkonzentrator vorteilhaft ist, stellt er eine erhebliche Investition dar und führt eine weitere Verarbeitungsebene ein, die sorgfältig verwaltet werden muss.
Anfangsinvestition und Skalierung
Honigkonzentratoren sind Spezialgeräte mit erheblichen Anschaffungskosten. Ihr Wert zeigt sich am deutlichsten für kommerzielle oder semi-kommerzielle Imker, die auf Premium-Märkte abzielen, wo Konsistenz und Güteklassenstandards die Kosten rechtfertigen.
Risiko der Überverarbeitung
Der Prozess der Wasserentfernung, der oft eine sanfte Erwärmung und Vakuumdruck beinhaltet, muss sorgfältig gesteuert werden. Überhitzung oder unsachgemäße Bedienung können potenziell die empfindlichen Enzyme und subtilen Aromen beschädigen, die den Honig wertvoll machen, und seine „rohen“ Eigenschaften beeinträchtigen.
Betriebliche Komplexität
Die Verwendung eines Konzentrators fügt Ihrer Produktionslinie einen weiteren Schritt hinzu. Dies erfordert Arbeitsaufwand, Zeit und Energieverbrauch, was in die Produktionskosten einfließen muss.
Die richtige Wahl für Ihren Betrieb treffen
Die Entscheidung, ob in einen Honigkonzentrator investiert werden soll, hängt vollständig von Ihren spezifischen Zielen und dem Umfang Ihres Imkereigeschäfts ab.
- Wenn Ihr Hauptaugenmerk auf der Produktion für Premium- oder Großhandelsmärkte liegt: Ein Konzentrator ist ein nahezu unverzichtbares Werkzeug, um zu garantieren, dass Ihr Produkt die strengen Feuchtigkeitsanforderungen für eine Top-Güteklasse erfüllt.
- Wenn Ihr Hauptaugenmerk auf dem Betrieb in einem Klima mit hoher Luftfeuchtigkeit liegt: Dieses Gerät kann ein entscheidender Schutz sein, um den Verlust von Chargen durch Gärung zu verhindern, da Nektar, der bei feuchtem Wetter gesammelt wird, oft von Natur aus einen hohen Wassergehalt aufweist.
- Wenn Ihr Hauptaugenmerk auf der Imkerei im kleinen Maßstab oder als Hobby liegt: Die Kosten und die Komplexität können abschreckend sein, und einfachere Methoden (wie die Verwendung eines Luftentfeuchters in einem versiegelten „heißen Raum“) können oft eine ausreichende Feuchtigkeitsreduzierung für den persönlichen Gebrauch oder den lokalen Verkauf erreichen.
Letztendlich ist ein Honigkonzentrator eine strategische Investition, die es Ihnen ermöglicht, die vollständige Kontrolle über die Endqualität Ihres Honigs zu übernehmen.
Zusammenfassungstabelle:
| Vorteil | Wesentliche Auswirkung |
|---|---|
| Verhindert Gärung | Erhöht die Haltbarkeit durch Reduzierung des Wassergehalts unter 18 % |
| Verbessert die Textur | Erzeugt eine dickere, hochwertigere Viskosität |
| Intensiviert den Geschmack | Konzentriert natürliche Zucker und aromatische Verbindungen |
| Gewährleistet Konsistenz | Erfüllt strenge Güteklassenstandards für den Großhandel |
Bereit, konstant erstklassigen, marktreifen Honig zu produzieren?
Als vertrauenswürdiger Großhändler für kommerzielle Imkereien und Distributoren bietet HONESTBEE die hochwertige Ausrüstung, die Sie für Ihren Erfolg benötigen. Ein professioneller Honigkonzentrator ist eine Schlüsselinvestition, um Ihre Ernte zu schützen und Ihren Gewinn zu maximieren.
Lassen Sie uns Ihnen helfen, die richtige Ausrüstung für Ihren Umfang und Ihre Ziele auszuwählen. Kontaktieren Sie noch heute unsere Experten für eine Beratung und erfahren Sie, wie wir Ihr Geschäftswachstum unterstützen können.
Visuelle Anleitung
Ähnliche Produkte
- Honig Konzentrieren Vakuum Heizung Verdickung Maschine Entfeuchter für Honig
- Honigkonzentrierungs- und Filter-Luftentfeuchter mit 2 Tonnen Kapazität für Honig
- Elektrische Honigschleuder Honigschleuder 3 Rahmen Honigschleuder Edelstahl Honigrahmenschleuder
- Doppelwandige Honig-Heizung Rühr-Homogenisator-Mischmaschine mit verschiedenen Kapazitäten
- 10L Edelstahl Elektrische Honigpresse Maschine
Andere fragen auch
- Was sind die Vorteile der Verwendung einer Honigkonzentratormaschine in der Bienenzucht? Steigert Qualität & Haltbarkeit
- Wie wird das Kühlsystem konfiguriert, wenn Leitungswasser im Honig-Vakuumverdicker verwendet wird? Ein einfacher Leitfaden für Imker
- Was ist während des Fütterungsprozesses des Honigkonzentrators zu beachten? Beherrschen Sie die Effizienz der Honigverarbeitung
- Welche Wartungsarbeiten sollten durchgeführt werden, wenn die Honigkonzentrationsanlage außer Betrieb ist? Wichtige Sicherheits- und Pflegetipps
- Welches Material wird für die Herstellung der Honigkonzentrationsausrüstung verwendet? Gewährleistung der Reinheit mit lebensmittelechtem Edelstahl



















